
Преглед
CNC машински алат е интегрирана примена на механички, електрични, хидраулични, пневматски, микроелектроника и информатички и други технологии како еден од производите за електромеханичка интеграција, во механичката производствена опрема со флексибилна, универзална, висока прецизност, висока ефикасност „флексибилна“ автоматска опрема за производство, ќе ги обработи различните операции и чекори потребни и обликот и големината на работната плоча, со дигитален код, преку контролниот медиум во уредот за нумеричка контрола, уредот за нумеричка контрола до влезните информации обработка и пресметка, систем за машински алати и погонски компоненти за контрола на командата, автоматска обработка на потребното работно парче. Техничкото ниво на CNC машински алати и неговиот процент во производството и вкупната сопственост на алати за сечење метал е еден од важните индикатори за мерење на целокупното ниво на национален економски развој и индустриско производство на една земја. Во последниве години, уделот на CNC машински алати во кинеските претпријатија се зголемува од година во година, и се повеќе се користи во големите и средни претпријатија, а исто така генерално се користи во малите и средни претпријатија, па дури и индивидуални претпријатија.
CNCathe процесни барања
- Кога работното парче се обработува со CNC струг, количината на напојување е голема, брзината на обработка е мала, а процесот на обработка има ударно оптоварување поради нерамната површина на работното парче.
- Завршување на стругот, количината на храна е мала, со цел да се обезбеди ефикасност на обработката, брзината на обработка е висока.
- Вретениот мотор треба да има мала брзина и висок излез на вртежен момент, и е пробиен и може да работи со голема брзина.
- Примањето аналогни сигнали бара висока линеарност и пречки со мал товар.
- Бучавата на моторот е мала, а пречките на опремата за автоматизација на системот се мали. Забрзувајте и намалете што е можно помалку.
Предности на производите од серијата CNClathe KD600
Векторски инвертер со високи перформанси од серијата Kd600 усвојува напредна технологија за контрола на флуксот, вртежниот момент на моторот при мала брзина е голем, прецизноста на брзината е висока, цената е разумна, функцијата е завршена, со моментална обработка на прекин на електричната енергија и следење на брзината и функцијата повторно стартување , за да се осигури дека системот постигнува механизам за континуирано работење, за да се осигура дека моторот работи во состојба на највисока ефикасност, затоа, користењето векторски инвертер со високи перформанси од серијата KD600 наместо вретено AC серво систем е најдобриот избор за индустријата за машински алати. Инвертерот од серијата KD600 ги има следните карактеристики:
- Единствена слаба технологија за магнетна контрола: може да биде добра контрола на мотор со голем вртежен момент со ниска фреквенција, може да работи во 0 ~ 600Hz.
- Брзостабилна брзина на запирање: технологијата за запирање на забавување на магнетниот тек може да го забави моторот и да запре за пократко време.
- Точност и стабилност на брзината: линеарноста на поставувањето на брзината е добра, точноста на стабилноста на брзината е висока, а флуктуацијата на брзината е во рамките на 5/1000 кога се менува оптоварувањето.
- Одлични перформанси на ниска фреквенција: оптимизиран алгоритам за векторска контрола без PG, ниска фреквенција 1Hz до 150% номинален излез на вртежен момент, за да се обезбеди силна сила на сечење при празна обработка.
- Обезбедете повеќекратни режими на влез на фреквенција: 2 извори на напон 0 ~ 10V или -10V до +10V влез, 1 тековен извор 4~20mA или влез од 0~20mA.
- Широк опсег на примена на мрежен напон: Напредниот дизајн на прекинувачко напојување може да се примени во различни средини на мрежата.
- Исклучителен производствен процес: усвоете уникатен процес на задебелување на облогата, воздушниот канал е целосно изолиран од внатрешната ПХБ и има силна приспособливост на суровата физичка средина како метална прашина, корозивен гас и влажност.
- Вграденото коло за апсорпција на истекување во голема мера го намалува електричниот удар на човечкото тело кога се полни куќиштето на опремата.
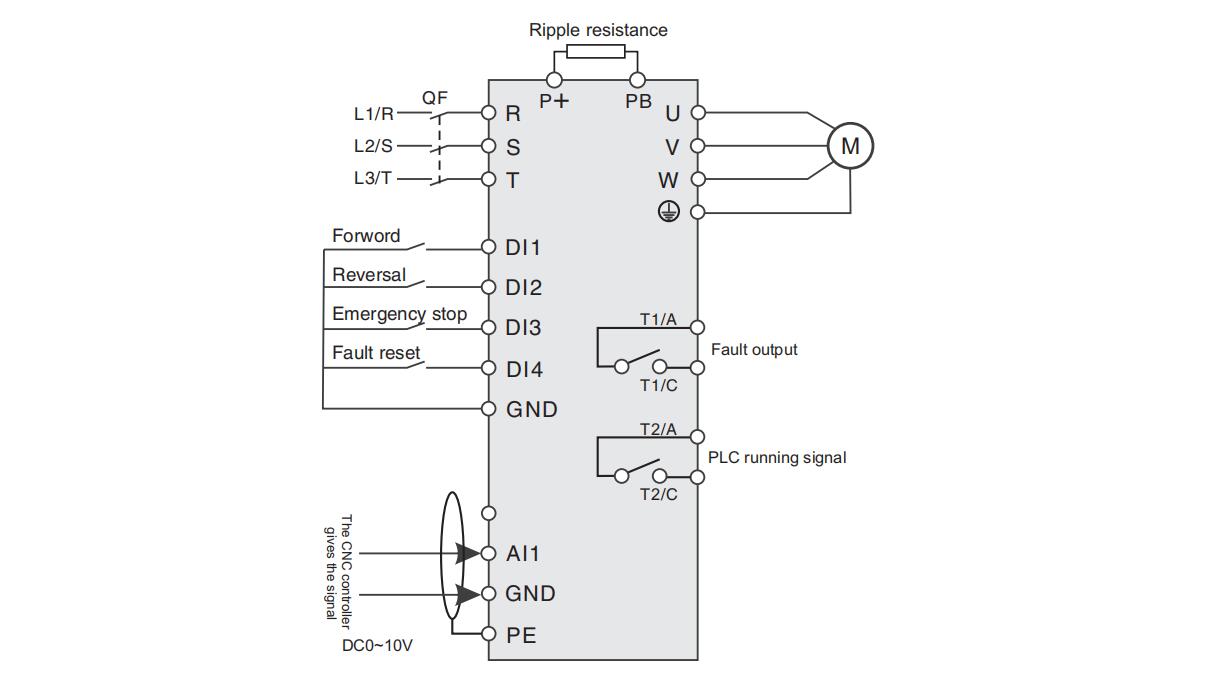
Основен дијаграм за поврзување
Поставки за параметри и опис
| Поставување параметар | Инструкции | Поставување параметар | Инструкции |
| P0-03=1 | Нема PG векторски режим | P4-01=11KW | Номинална моќност на моторот |
| P0-04=1 | Надворешниот терминал започнува или запира | P4-02=380V | Номинален напон на моторот |
| P0-06=2 | Дадена е аналогната количина AI1 | P4-04=22,6A | Номинална струја на моторот |
| P0-14=150 | Максимална излезна фреквенција | P4-05=50Hz | Номинална фреквенција на моторот |
| P0-16=150 | Горна граница на работна фреквенција | P1-06=1435RPM | Номинална брзина на моторот |
| P0-23=1,0 | Време на забрзување | P6-00=2 | Излез на дефект |
| P0-24=0,8 | Време на забавување | P6-02=1 | Фреквентен конвертор во работа |
| P5-00=1 | Трчање напред | P5-01=2 | Превртено трчање |
| P4-01~P4-06 параметрите на моторот ве молиме внесете ги прецизно | |||
Резултат од дебагирање
Докажано е дека векторскиот конвертор на фреквенција со високи перформанси од серијата KD600 може целосно да ги исполни барањата за контрола на вретеното на машинскиот алат. KD600 го прифаќа водечкиот режим на векторска контрола без PG, кој може непречено да произведува 150% вртежен момент дури и при работа со мала брзина (ниска фреквенција) за да ги задоволи потребите за обработка на различни делови и може целосно да ја замени традиционалната структура на вретеното со тркалачки лежишта и ова вретено структурата е едноставна, компактна и може да постигне вистинска регулација на брзината без чекори. Брзината на ова вретено е контролирана од надворешен аналоген сигнал за контрола на излезната фреквенција во различни процеси на обработка (на пр. Груба, завршна обработка, итн.) потребна е различна брзина, во овој момент, системот за нумеричка контрола може да емитува различни аналогни напонски сигнали до инверторот за постигнување различна брзина, а сигналот за почеток и стоп се контролира и со системот за нумеричка контрола, што го подобрува степенот на автоматизација и го продолжува работниот век на алатката.

Време на објавување: 17-11-2023 година